革新製造技術
No.13部分曲げ加工プロセス開発<シワの制御と抑制>
概要
部分曲げ加工プロセス開発の目的は、剛性部材として用いる厚板CFRTP積層材の低加熱容量と低加工力による簡便な加工プロセス開発することです。しかしながら,厚板CFRTP積層材の部分加熱による曲げ加工は,曲げ加工部の内外周長差により層内外に必ずシワが形成されます。これは,加熱部(加工部)以外の範囲で,層間のせん断滑りが拘束されているためです。そこで、本研究では,厚板CFRTP積層材の部分曲げ加工において、シワ形成の抑制および制御が可能な"多段モーションを用いた厚板CFRTP積層材の部分曲げ加工プロセス(Partial bend-forming by multi-step motion)"を考案しました。
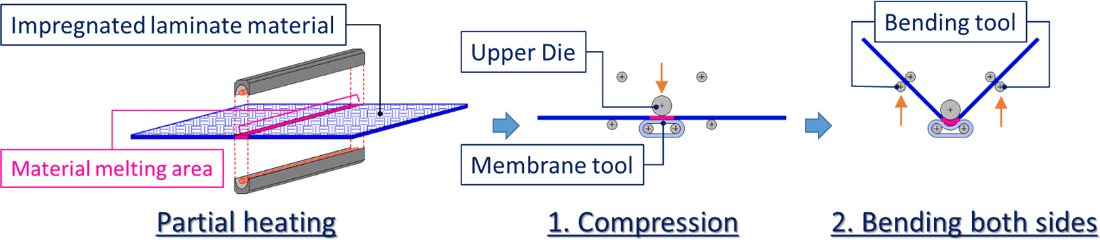
図1:多段モーション部分曲げ加工プロセス
現在、一般的に用いられているCFRTP積層材のプレス成形は,材料全体のマトリクス樹脂を加熱溶融し,各層の面内せん断変形と曲げ変形,層間のせん断滑りにより任意形状に賦形する成形プロセスです。よって,大型・長尺・厚板のCFRTP積層材のプレス成形は,加熱装置とプレス装置の能力により,成形寸法や成形速度に制限を受けます。対して、部分曲げ加工プロセスは,厚板CFRTP積層材のマトリクス樹脂を部分的に加熱溶融させ,部分的に曲げ加工を施す加工プロセスであり,その原理は極めて単純です。しかしながら,厚板CFRTP積層材の部分加熱による曲げ加工は,曲げ加工部の内外周長差により層内外に必ずシワが形成されます。このシワは、CFRTPの積層構造の機械特性を低下させます。
本研究では,フォーミングシミュレーションを用いたプロセス開発をおこない,多段モーションを用いた厚板CFRTP積層材の部分曲げ加工プロセス(Partial bend-forming by multi-step motion)を考案しました。PA66やPA6樹脂をマトリクス,3K綾織物や12K平織物を強化基材とした厚板CFRTP積層材を用いて,試作加工によるプロセスの実証を実施しました。および,曲げ加工品の機械特性を評価しました。
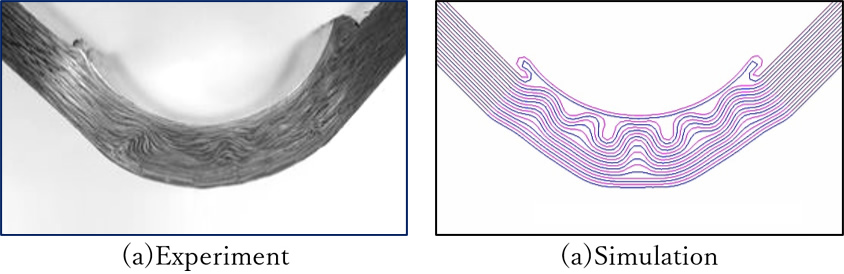
図2:部分曲げ加工によるシワ形態
多段モーション部分曲げ加工プロセスの異なる多段動作モードにより,曲げ加工部のシワ形態が異なることが分かりました。そして,図1に示す圧縮動作後に曲げ動作をおこなうモードが,図2(a)に示すように,曲げ範囲にシワを分散させることが可能となりました。この分散したシワ形態タイプは,
- シワを制御していない場合と比べて、曲げ部の強度と剛性が向上すること
- 熱硬化CFRPと比較して、同等の剛性と強度を有すること
- シワを含まない曲げ部は衝撃的な破壊挙動を示すが、シワが分散した曲げ部は緩慢な破壊挙動となることを確認できました(図3)。
また,図2(b)に示す厚板CFRTP積層材の曲げ部におけるシミュレーションの結果は,試作加工におけるシワの形態と良い一致を示しました。層間分離(剥離)を伴うシワの予測にたいして,シミュレーションの有用性を明らかにしました。
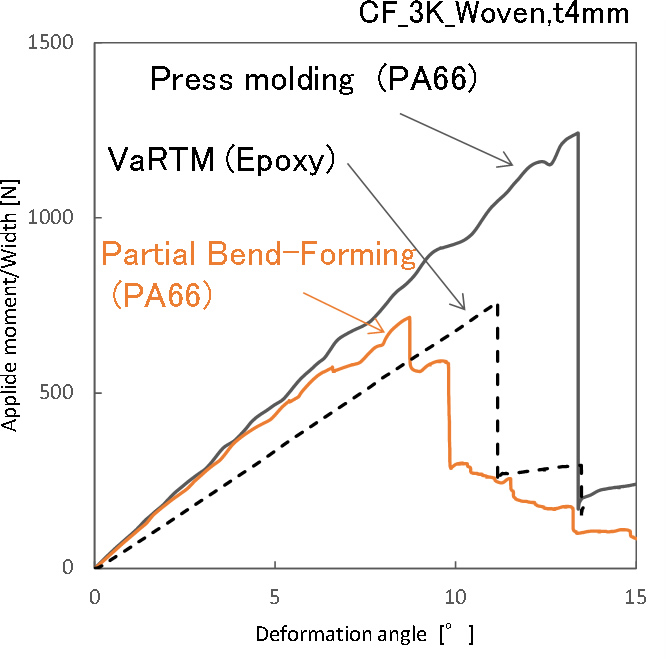
図3:強度試験結果
